











The Ordinary General Assembly of SERNAUTO, the Spanish Association of Automotive Suppliers, took place on

FAE launches the 06.2023 Newsletter with the video of its ESD Room and the production of the sensors

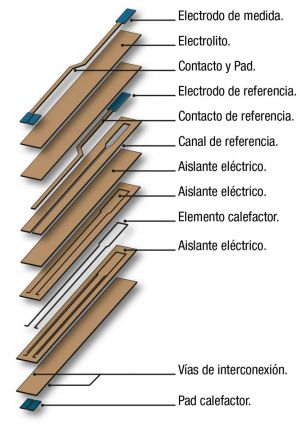
FAE launches the 05.2023 Newsletter with a report on the FAE Oxygen Sensor, its assembly in the different rooms.